


The TRP-250 Air-Cooled Roots Vacuum Pump delivers oil-free, low-noise, and energy-efficient performance for industrial vacuum systems. This guide covers its technical parameters, operation mechanism, benefits (compact design, fast startup, special gas handling), and FAQs to help you choose the best vacuum solution.

1. Basic Operation Mechanism
The TRP series Roots vacuum pump achieves efficient gas extraction through a unique structural design. It consists of two figure-"8"-shaped rotors mounted perpendicularly on parallel shafts, driven by a pair of 1:1 ratio gears for synchronized counter-rotation. During operation, a precise gap is maintained between the rotors and the pump chamber walls.
When the pump operates at high speed, it performs suction and exhaust cycles to evacuate gas from the system. Specifically:
Positions I & II: The volume on the intake side expands, drawing in gas due to pressure difference.
Position III: A portion of the intake volume is isolated.
Position IV: The isolated volume opens to the exhaust side, allowing gas discharge.
Each full rotor rotation completes this cycle twice, ensuring continuous pumping.
|
Parameter |
Specification |
|
Pumping Speed |
|
|
Ultimate Pressure |
0.05 Pa |
|
Max. Allowable Pressure Difference |
8000 Pa |
|
Inlet/Outlet Diameter |
65 mm |
|
Compression Ratio (K₀.max) |
≥35 |
|
Noise Level |
63 dB(A) |
|
Oil Consumption |
1.5 L |
|
Motor Power |
1.5 kW |
|
Motor Speed |
3000 r/min |
|
Cooling Method |
Natural Air Cooling |
|
Weight |
90 kg |
|
Recommended Backing Pumps |
R5RA0063F, 2X−8 |
|
Voltage |
320 - 440 V |
|
Current |
1.8 A |
|
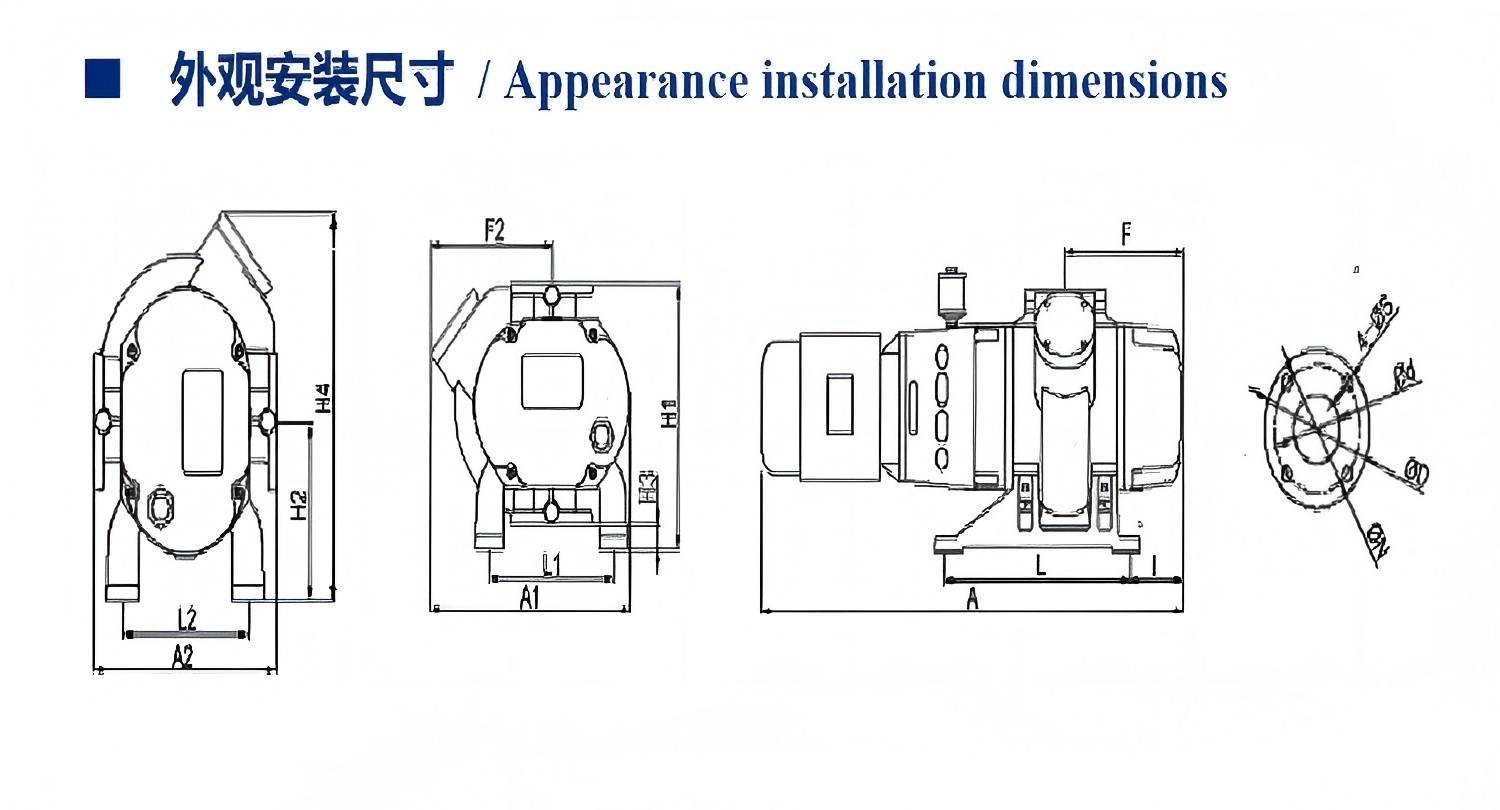
Dimensions (L×W×H) |
740×420×209 mm |
|
Model |
|
|
A |
740 |
|
A1 |
300 |
|
A2 |
290 |
|
H1 |
285 |
|
H4 |
330 |
|
L |
420 |
|
L1 |
260 |
|
L1 |
185 |
|
F |
209 |
|
F2 |
180 |
|
H3 |
5 |
|
H2 |
160 |
|
I |
37 |
|
d |
70 |
|
S |
M12 |
|
D |
160 |
|
N |
130 |
2. Pressure Differential Control Mechanism
To ensure safe operation, the pressure difference between the inlet and outlet is regulated via a bypass valve. When the preset differential pressure is reached, the valve opens, allowing partial gas recirculation from the exhaust to the inlet. This reduces load on the Roots pump and backing pump, prevents overload, and enables simultaneous startup.
3. Cooperative Operation Mode
The Roots pump cannot operate independently and must be paired with a backing pump (e.g., rotary vane, slide valve, or liquid ring pump) to form a Roots pump unit. For higher vacuum requirements, two Roots pumps can be connected in series for a three-stage setup, enhancing vacuum performance for critical processes.
Oil-Free, Contamination-Free Operation
No lubrication required between rotors or chamber walls, eliminating oil contamination risks. Ideal for clean vacuum environments.
Compact & Flexible Installation
Space-saving design allows horizontal or vertical installation, adaptable to labs or industrial settings.
Stable Performance & Low Noise
Precision dynamic balancing ensures smooth operation with minimal vibration and noise (63 dB(A)).
Special Gas Handling
Capable of pumping condensable and other specialty gases, broadening industrial and research applications.
Rapid Startup
Reaches ultimate pressure quickly, minimizing downtime and boosting workflow efficiency.
Energy-Efficient
Low power consumption (1.5 kW motor) and reduced maintenance costs enhance long-term savings.
Safety & Reliability
Equipped with a bypass valve for overload protection, safeguarding the system against pressure spikes.
The TRP-250 excels in low-inlet-pressure, high-pumping-speed systems, serving as a primary or backing pump across industries:
Food: Vacuum drying, freezing, and metallurgy for quality preservation.
Chemical: Vacuum distillation, concentration, and evaporation.
Pharmaceutical: Vacuum coating and heat treatment for sterile production.
Textile: Vacuum dust removal and impregnation.
Electronics & Packaging: Precision manufacturing and sealing processes.

At a food processing plant, the TRP-250 was deployed as the main pump in a vacuum drying line. Its oil-free operation, quiet performance (63 dB(A)), and fast startup ensured product quality while maintaining a clean, noise-controlled workspace.
Q1: What is the maintenance interval for the TRP-250?
A: Under normal conditions, inspect every 3–6 months; in harsh environments, shorten to 2–3 months.
Q2: Why does the pump produce abnormal noise?
A: Possible causes include worn parts (bearings, rotors), seal leaks, or foreign objects. Inspect and clean internally.
Q3: How to check the bypass valve’s functionality?
A: Monitor pressure differentials or use specialized tools to verify valve activation at set pressures.
Q4: Can a higher-performance backing pump be used?
A: Yes, but ensure compatibility in pressure and flow parameters to avoid operational issues.
Q5: What precautions apply when connecting multiple TRP-250 pumps?
A: Use a control system to synchronize operation and prevent pressure imbalances in series/parallel setups.
Q6: Any special considerations for low-temperature use?
A: Pre-warm lubricants or use low-temperature variants to prevent viscosity issues.
Q7: What causes sudden efficiency drops?
A: Clogged filters, worn components, or motor faults. Conduct step-by-step diagnostics.
Q8: How to extend the pump’s lifespan?
A: Follow operational guidelines, perform regular maintenance (seal checks, cleaning, lubrication).
Q9: What is the pump’s gas flow range?
A: Rated at 253 m³/h, adjustable based on system requirements.
Q10: What is the maximum achievable vacuum?
A: 0.05 Pa (ultimate pressure), though real-world performance depends on system configuration and backing pumps.
Tags :
































Tel : +86-15880223078
WhatsApp : +86-13959235484
Email : vacuum@xiamenbest.com
Address : No. 19, Dongan Qianzhanli, Jimei District, Xiamen city china
































