

Type :
2BE1Features
• Broad Capacity Range: Available in 23 models, the 2BE1 series accommodates a wide range of capacity requirements.
• High-Pressure Capability: Operates with a discharge pressure range up to 50 psia (3.5 bar abs), suitable for demanding applications.
• Versatile Material Options: Offered in cast iron, stainless steel, and combined materials for enhanced durability, including applications involving corrosive gases or liquids.
• Single-Unit Vacuum and Compression: Enables simultaneous vacuum and compression in one pump, eliminating the need for separate equipment and simplifying installation.
• Low Maintenance: The 2BE1 series is designed as a single-stage pump with straightforward maintenance and high energy efficiency.
• Efficient Discharge System: Features unique PTFE (polytetrafluoroethylene) valve plates that adjust to the intake pressure, optimizing energy use and preventing excessive compression.
• Rugged Design: The impeller and pump shaft are constructed for strength and stability, with blades that undergo heat-treated welding to resist impact and bending, making the pump suitable for harsh working environments.
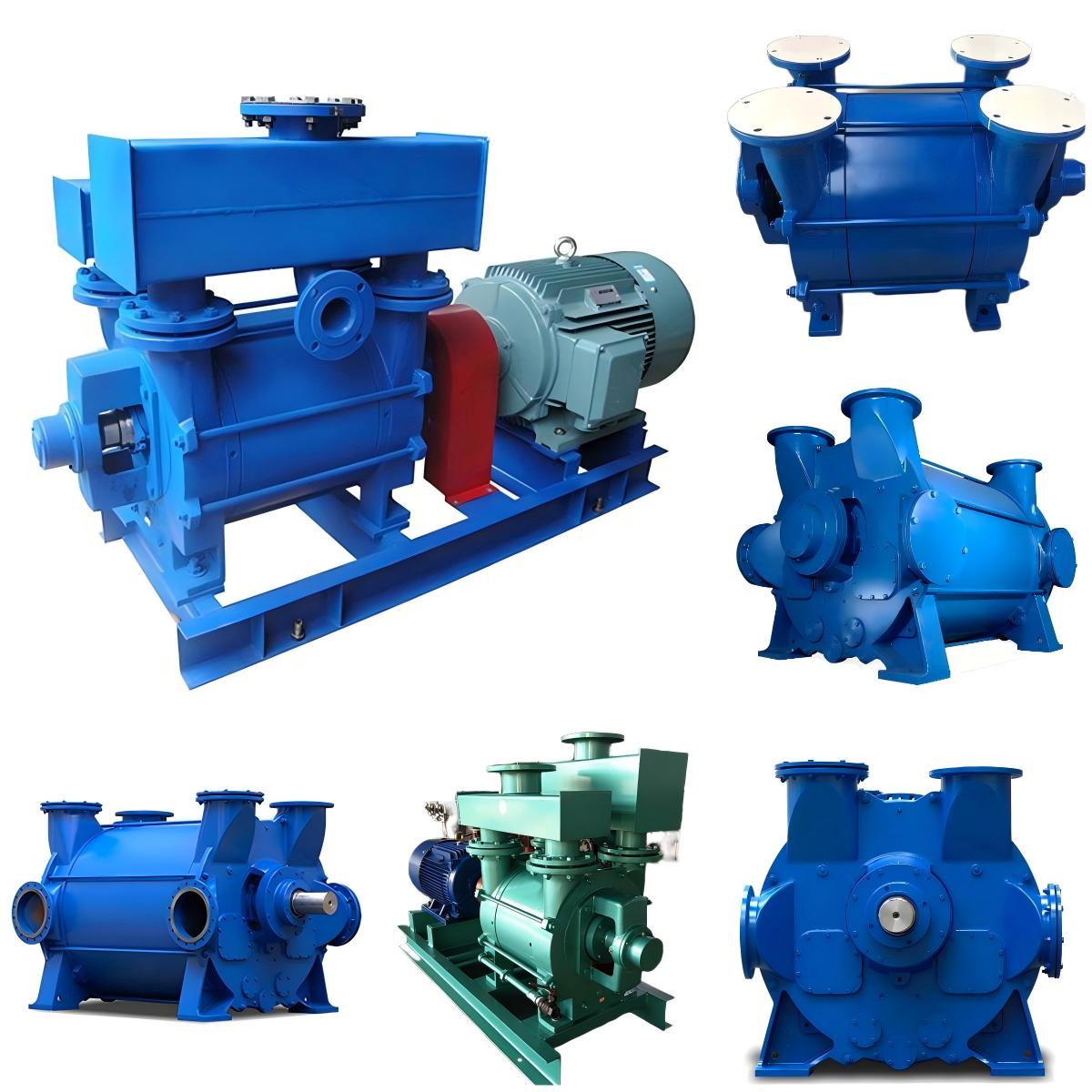
Product Details
2BE1 Medium Capacity Liquid Ring Vacuum Pump Key components like the impeller, pump shaft, and distribution plate are engineered for efficiency and energy savings. Impeller blades are precisely stamped in one step during the welding process, ensuring balance and durability. The impeller and pump shaft are joined with a shrink-fit connection, providing a stable, reliable operation. Each pump features a built-in air-water separator with multiple exhaust ports, simplifying vacuum system connections. Additionally, an inspection window on the pump cover allows for easy adjustments to the shaft packing and impeller.
Technical Data
|
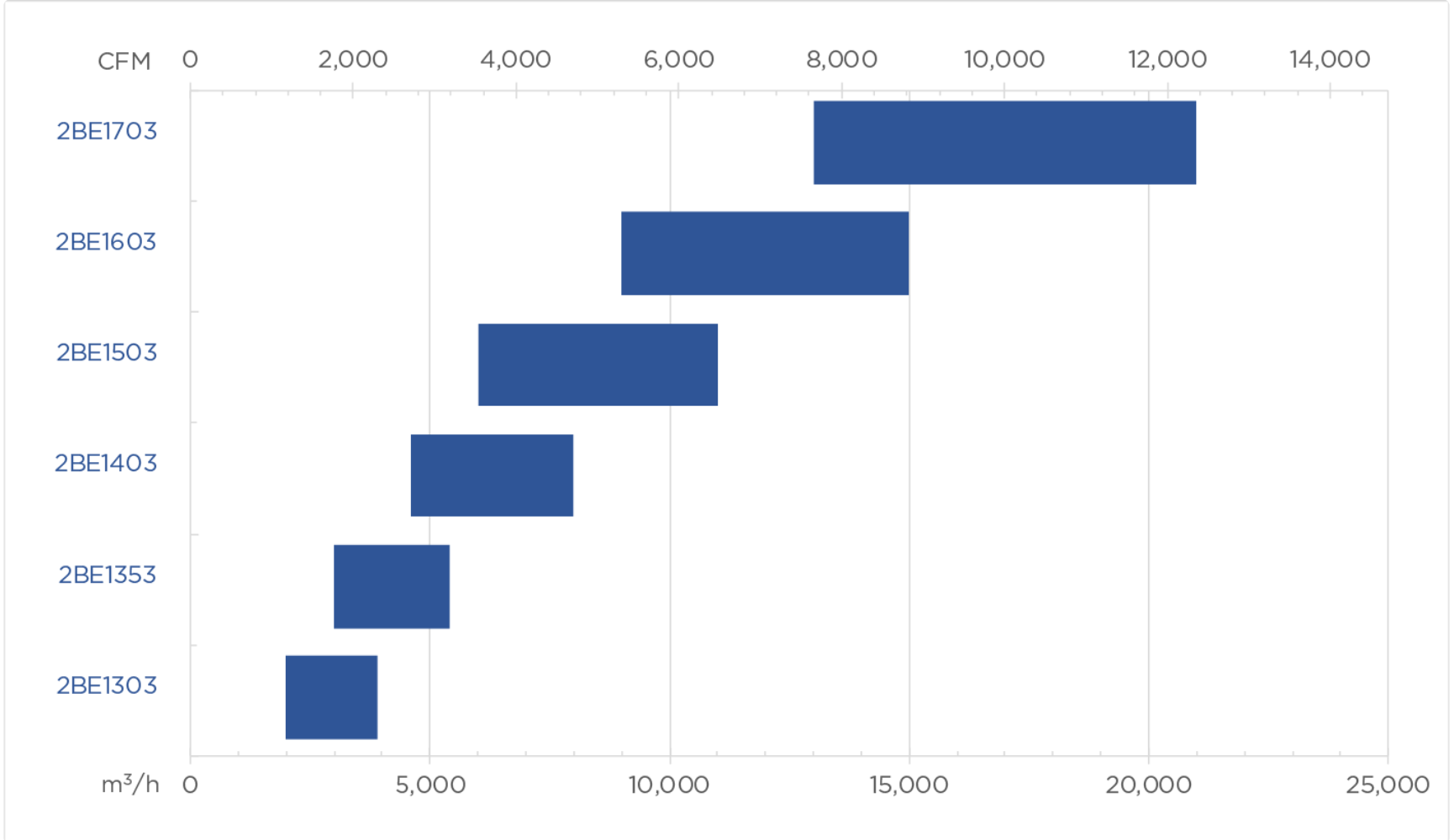
Capacity |
47-930 scfm |
80-1580 Nm3/h |
|
Exhaust pressure |
35 psig |
3.5 bar abs. |
|
Industry |
Chemical, petrochemical, general industry |
|
|
Applications |
Reaction process, VCM recovery, explosive gas compression, filtration, solvent recovery, carolingian vapor recovery |
|
· Hygienic and efficient vacuum systems for food production, packaging, and processing.
· Ensures compliance with food safety standards.
· Reliable vacuum systems for tablet drying, mixing, and packaging.
· Clean and contamination-free vacuum operations.
· Effective for wastewater treatment, vapor recovery, and gas handling.
· Supports sustainable and environmentally compliant operations.
· Vacuum solutions for molding, forming, and extrusion processes.
· Enhances productivity and product quality.
· Moisture control and vacuum-assisted drying for improved efficiency.
· Supports high-speed printing and paper production.
· Energy-efficient operation across diverse industrial applications.
· Customizable solutions to meet specific industry requirements.
· Handles wet and vapor-laden processes with ease.
· Low maintenance design ensures reliability and long-term performance.
·
2BE1 Medium Capacity Liquid Ring Vacuum Pump – Versatile Solutions for Industrial Applications
The 2BE1 liquid ring vacuum pump is a trusted choice for medium-scale industrial processes requiring reliability and efficiency. It excels in industries such as food, pharmaceuticals, plastics, and environmental technology.
·
Applications:
·
o Food processing plants.
o Pharmaceutical production facilities.
o Environmental and wastewater treatment systems.
o Plastic molding and extrusion setups.
o Paper and high-speed printing operations.
The image should showcase the pump in action within these industrial settings, highlighting its medium capacity, energy-efficient design, and moisture handling features. Use labels or icons to denote its versatility across industries.
Tags :

Tel : +86-15880223078
WhatsApp : +86-13959235484
Email : vacuum@xiamenbest.com
Address : No. 19, Dongan Qianzhanli, Jimei District, Xiamen city china
































