2BE3 Medium Capacity Liquid Ring Vacuum Pump – Versatile Solutions for Industrial ApplicationsThe 2BE3 liquid ring vacuum pump is a trusted choice for medium-scale industrial processes requiring reliability and efficiency. It excels in industries such as food, pharmaceuticals, plastics, and environmental technology.
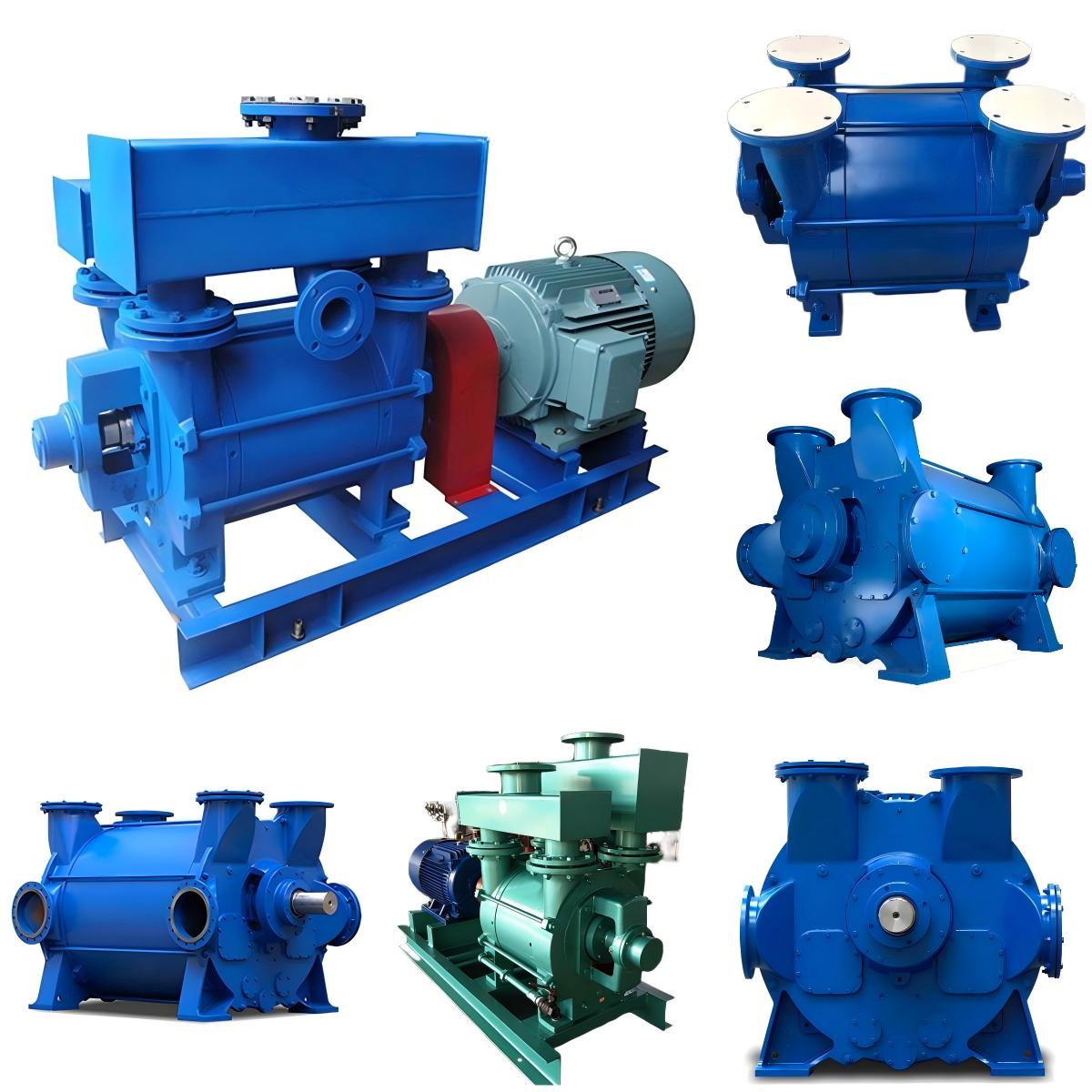
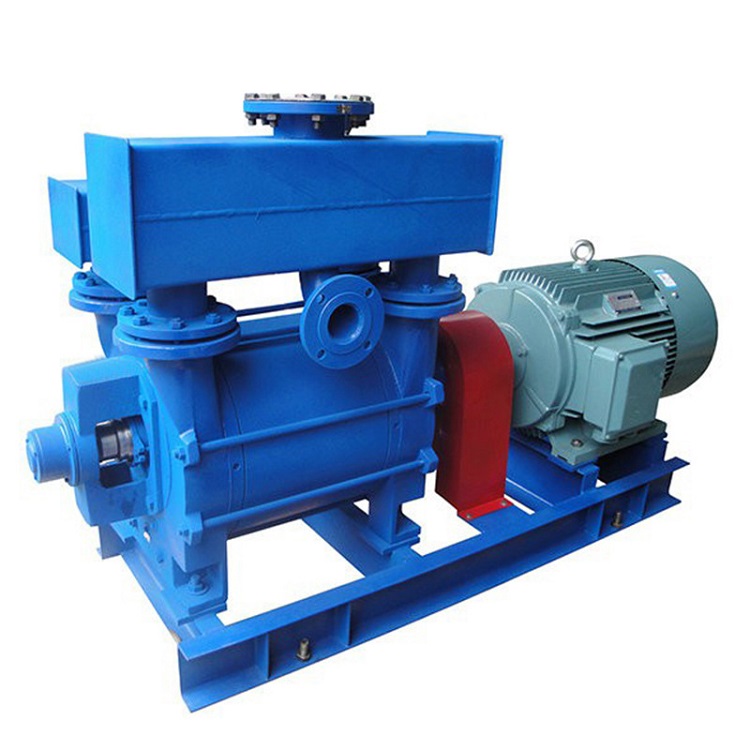
Liquid Ring Vacuum Pump – Reliable and Efficient Industrial Pumping SolutionLiquid ring vacuum pumps are designed to efficiently manage wet and vapor-laden gases while providing robust and durable solutions for demanding industrial applications. These pumps ensure consistent performance and low maintenance, making them a preferred choice in various industries.
The 2BE1 Medium Capacity Liquid Ring Vacuum Pump is a high-performance vacuum solution tailored for a wide range of industrial applications. Its energy-efficient design and ability to handle wet gases make it ideal for demanding processes in the food, pharmaceutical, plastics, environmental, and paper industries. The 2BE1 delivers reliable performance, durability, and low maintenance, ensuring seamless operation across various sectors.
The 2BE1 medium capacity liquid ring vacuum pump is designed to provide efficient and reliable vacuum solutions for industrial applications. With a capacity range suited for medium-scale operations, this pump is ideal for handling wet gases and challenging processes in industries such as chemical, power, and environmental sectors. Its proven design ensures long-lasting performance and energy efficiency.
Introduction:
2BV series liquid ring vacuum pump is suitable for suction gas and vapour ,and the suction pressure can reach 33mbar (abs.)(i.e.97% vacuum degree ).When the liquid ring vacuum pump works under the condition that the suction pressure is near the limited vacuum (saturated pressure of the operating liquid )for a long time ,it should couple with the cavitation protection pipe in order to protect the pump .When it’s used as a compressor ,the maximum pressure is 0.26mpa(abs).As a new generation of energy-saving product ,2BV series liquid ring vacuum pump will replace the SK and 2SK series liquid ring vacuum pumps and W,WY,WL series reciprocating vacuum pumps completely with their superior performance and advantages .
2BV6 series liquid ring vacuum pumps and compressors are mainly used for pumping the explosive gas or working in the flammable and explosive environment .The technical parameter of each type is the same as the corresponding type of the 2BV2and 2BV5 series products .
2BE3 Medium Capacity Liquid Ring Vacuum Pump – Versatile Solutions for Industrial ApplicationsThe 2BE3 liquid ring vacuum pump is a trusted choice for medium-scale industrial processes requiring reliability and efficiency. It excels in industries such as food, pharmaceuticals, plastics, and environmental technology.
Liquid Ring Vacuum Pump – Reliable and Efficient Industrial Pumping SolutionLiquid ring vacuum pumps are designed to efficiently manage wet and vapor-laden gases while providing robust and durable solutions for demanding industrial applications. These pumps ensure consistent performance and low maintenance, making them a preferred choice in various industries.
The 2BE1 Medium Capacity Liquid Ring Vacuum Pump is a high-performance vacuum solution tailored for a wide range of industrial applications. Its energy-efficient design and ability to handle wet gases make it ideal for demanding processes in the food, pharmaceutical, plastics, environmental, and paper industries. The 2BE1 delivers reliable performance, durability, and low maintenance, ensuring seamless operation across various sectors.
The 2BE1 medium capacity liquid ring vacuum pump is designed to provide efficient and reliable vacuum solutions for industrial applications. With a capacity range suited for medium-scale operations, this pump is ideal for handling wet gases and challenging processes in industries such as chemical, power, and environmental sectors. Its proven design ensures long-lasting performance and energy efficiency.
Introduction:
2BV series liquid ring vacuum pump is suitable for suction gas and vapour ,and the suction pressure can reach 33mbar (abs.)(i.e.97% vacuum degree ).When the liquid ring vacuum pump works under the condition that the suction pressure is near the limited vacuum (saturated pressure of the operating liquid )for a long time ,it should couple with the cavitation protection pipe in order to protect the pump .When it’s used as a compressor ,the maximum pressure is 0.26mpa(abs).As a new generation of energy-saving product ,2BV series liquid ring vacuum pump will replace the SK and 2SK series liquid ring vacuum pumps and W,WY,WL series reciprocating vacuum pumps completely with their superior performance and advantages .
2BV6 series liquid ring vacuum pumps and compressors are mainly used for pumping the explosive gas or working in the flammable and explosive environment .The technical parameter of each type is the same as the corresponding type of the 2BV2and 2BV5 series products .