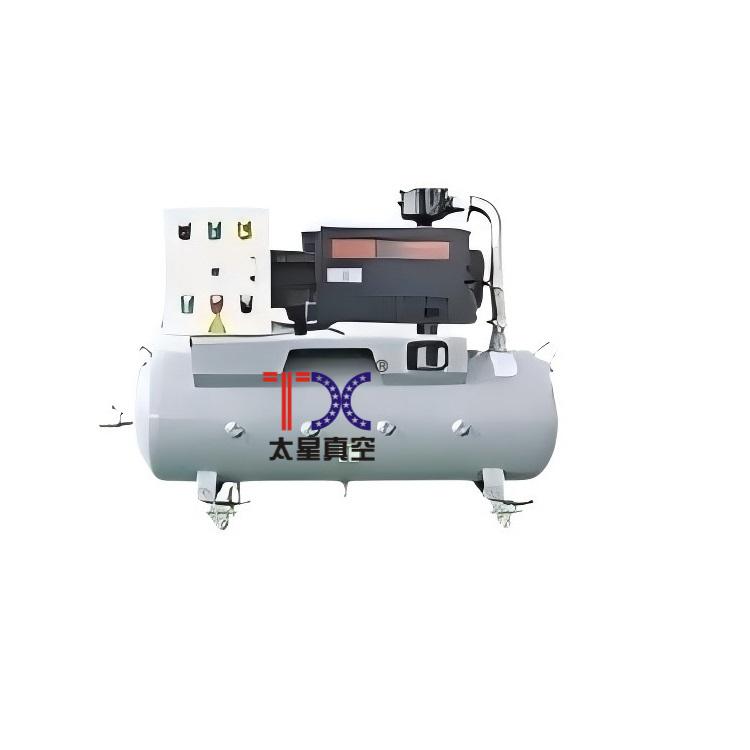
High flow vacuum pump designed for CNC suction applications, providing reliable high vacuum and large flow solutions for aerospace, petrochemical, and optical coating industries.
Large capacity vacuum pump for aerospace applications in China, suitable for high-flow vacuum needs in CNC, food packaging, and carbon fiber molding industries.
Triode sputter ion pump with DN35CF flange, -5KV voltage, and enhanced inert gas pumping rate, model 3L-25, designed for ultra-high vacuum systems in scientific and industrial applications.
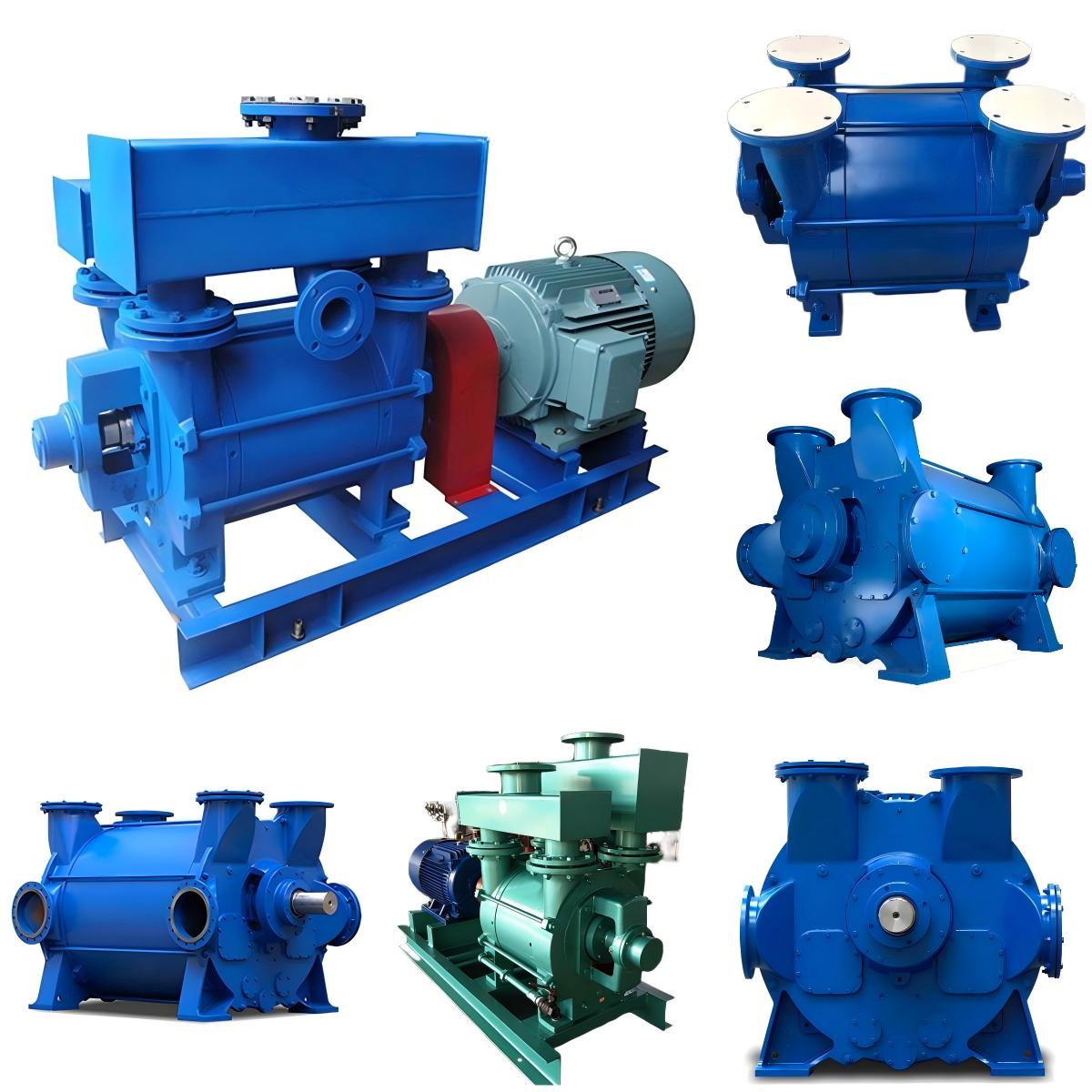
2BE3 Medium Capacity Liquid Ring Vacuum Pump – Versatile Solutions for Industrial ApplicationsThe 2BE3 liquid ring vacuum pump is a trusted choice for medium-scale industrial processes requiring reliability and efficiency. It excels in industries such as food, pharmaceuticals, plastics, and environmental technology.
Ion vacuum pump with 120L/s air and 1.2L/s argon pumping speed, model 2L-100, featuring zero noise, zero vibration, and oil-less ultra-high vacuum design.
+7KV ion vacuum pump with 65L/s air and 0.6L/s argon pumping speed, model 2L-50, featuring zero vibration, zero noise, and oil-less ultra-high vacuum design.
Ultra high vacuum sputter ion pump with 7×10-8 Pa ultimate pressure, model 2L-25, featuring oil-less design and high vacuum generation for clean applications.
The 2BV5 Liquid Ring Vacuum Pump Series is designed to provide exceptional performance for a wide range of applications. The combination of innovative and economical, high vacuum capability, additional water treatment capacity and compact construction makes it an ideal machine for industries such as plastics manufacturing and medical technology.
In the industrial field, helium detection smart sniffer guns are widely used for leak detection in precision equipment. Their advanced sensing technology and high sensitivity ensure the rapid and accurate identification of even the smallest leaks. They are particularly suitable for industries with stringent leak detection requirements, such as aerospace, automotive manufacturing, refrigeration equipment, and vacuum systems. By improving detection efficiency and reliability, helium detection smart sniffer guns not only ensure the safe operation of equipment but also significantly reduce maintenance costs and time, providing solid support for production across various industries.
The adjustable helium spray gun is widely used across various industries for leak detection and quality control. In the automotive industry, it is employed to detect minute leaks in fuel systems, air conditioning systems, and body welds, ensuring the safety and performance of vehicles. In the aerospace industry, the helium spray gun is used to detect leaks in aircraft and rocket fuel systems and body seals, ensuring flight safety. In the electronics manufacturing industry, it is used to check the sealing performance of semiconductor devices and electronic packages, preventing gas and liquid ingress. In the pharmaceutical and food packaging industries, the helium spray gun is utilized to test the integrity of packaging seals, ensuring products remain uncontaminated during storage and transportation. Known for its high sensitivity and precision, the helium spray gun is widely regarded as a reliable tool for leak detection.
Customized high vacuum molecular pump units have a wide range of applications, including semiconductor manufacturing, scientific research, pharmaceuticals, and aerospace. With outstanding pumping performance and stability, our customized solutions meet the stringent requirements for high vacuum environments across various industries, ensuring efficient operation and reliability of the equipment. Whether standard models or specific needs, we provide the best customization services to help our clients achieve technological breakthroughs and industrial upgrades.
High flow vacuum pump designed for CNC suction applications, providing reliable high vacuum and large flow solutions for aerospace, petrochemical, and optical coating industries.
Large capacity vacuum pump for aerospace applications in China, suitable for high-flow vacuum needs in CNC, food packaging, and carbon fiber molding industries.
Triode sputter ion pump with DN35CF flange, -5KV voltage, and enhanced inert gas pumping rate, model 3L-25, designed for ultra-high vacuum systems in scientific and industrial applications.
2BE3 Medium Capacity Liquid Ring Vacuum Pump – Versatile Solutions for Industrial ApplicationsThe 2BE3 liquid ring vacuum pump is a trusted choice for medium-scale industrial processes requiring reliability and efficiency. It excels in industries such as food, pharmaceuticals, plastics, and environmental technology.
Ion vacuum pump with 120L/s air and 1.2L/s argon pumping speed, model 2L-100, featuring zero noise, zero vibration, and oil-less ultra-high vacuum design.
+7KV ion vacuum pump with 65L/s air and 0.6L/s argon pumping speed, model 2L-50, featuring zero vibration, zero noise, and oil-less ultra-high vacuum design.
Ultra high vacuum sputter ion pump with 7×10-8 Pa ultimate pressure, model 2L-25, featuring oil-less design and high vacuum generation for clean applications.
The 2BV5 Liquid Ring Vacuum Pump Series is designed to provide exceptional performance for a wide range of applications. The combination of innovative and economical, high vacuum capability, additional water treatment capacity and compact construction makes it an ideal machine for industries such as plastics manufacturing and medical technology.
In the industrial field, helium detection smart sniffer guns are widely used for leak detection in precision equipment. Their advanced sensing technology and high sensitivity ensure the rapid and accurate identification of even the smallest leaks. They are particularly suitable for industries with stringent leak detection requirements, such as aerospace, automotive manufacturing, refrigeration equipment, and vacuum systems. By improving detection efficiency and reliability, helium detection smart sniffer guns not only ensure the safe operation of equipment but also significantly reduce maintenance costs and time, providing solid support for production across various industries.
The adjustable helium spray gun is widely used across various industries for leak detection and quality control. In the automotive industry, it is employed to detect minute leaks in fuel systems, air conditioning systems, and body welds, ensuring the safety and performance of vehicles. In the aerospace industry, the helium spray gun is used to detect leaks in aircraft and rocket fuel systems and body seals, ensuring flight safety. In the electronics manufacturing industry, it is used to check the sealing performance of semiconductor devices and electronic packages, preventing gas and liquid ingress. In the pharmaceutical and food packaging industries, the helium spray gun is utilized to test the integrity of packaging seals, ensuring products remain uncontaminated during storage and transportation. Known for its high sensitivity and precision, the helium spray gun is widely regarded as a reliable tool for leak detection.
Customized high vacuum molecular pump units have a wide range of applications, including semiconductor manufacturing, scientific research, pharmaceuticals, and aerospace. With outstanding pumping performance and stability, our customized solutions meet the stringent requirements for high vacuum environments across various industries, ensuring efficient operation and reliability of the equipment. Whether standard models or specific needs, we provide the best customization services to help our clients achieve technological breakthroughs and industrial upgrades.