



Pumping speed :
975rpmpower :
37KWType :
TXV-1200Ultimate vacuum :
33hpaTXV series high vacuum two-stage liquid ring vacuum pump
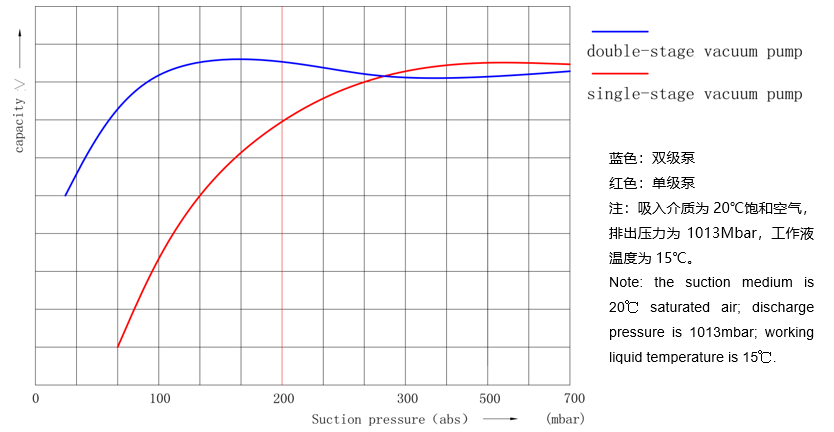
TXV series double-stage liquid ring vacuum pump is a new double-stage liquid ring vacuum pump developed by our company on the basis of 2SK series. The TXV series liquid ring vacuum pump is designed with a two-stage compression process, which enables smooth pumping speed in a high vacuum range or maintains a high vacuum in a large pumping rate range. In higher vacuum working conditions, the efficiency is 35% to 40% higher than that of single-stage liquid ring pump, and the energy consumption is also correspondingly reduced.

· Vacuum System Integration: Easily integrates into complex industrial systems for seamless operations.
· Innovative Pumping Technology: Continuous advancements in liquid ring technology ensure high efficiency and durability.
· Energy-Efficient Design: Reduces operational costs while maintaining superior performance.
· Low Maintenance: Designed for long-term reliability with minimal upkeep.
· Adaptability Across Industries: Suitable for a wide range of applications, from cryogenic systems to automotive manufacturing.
TXV series liquid ring pump performance parameters

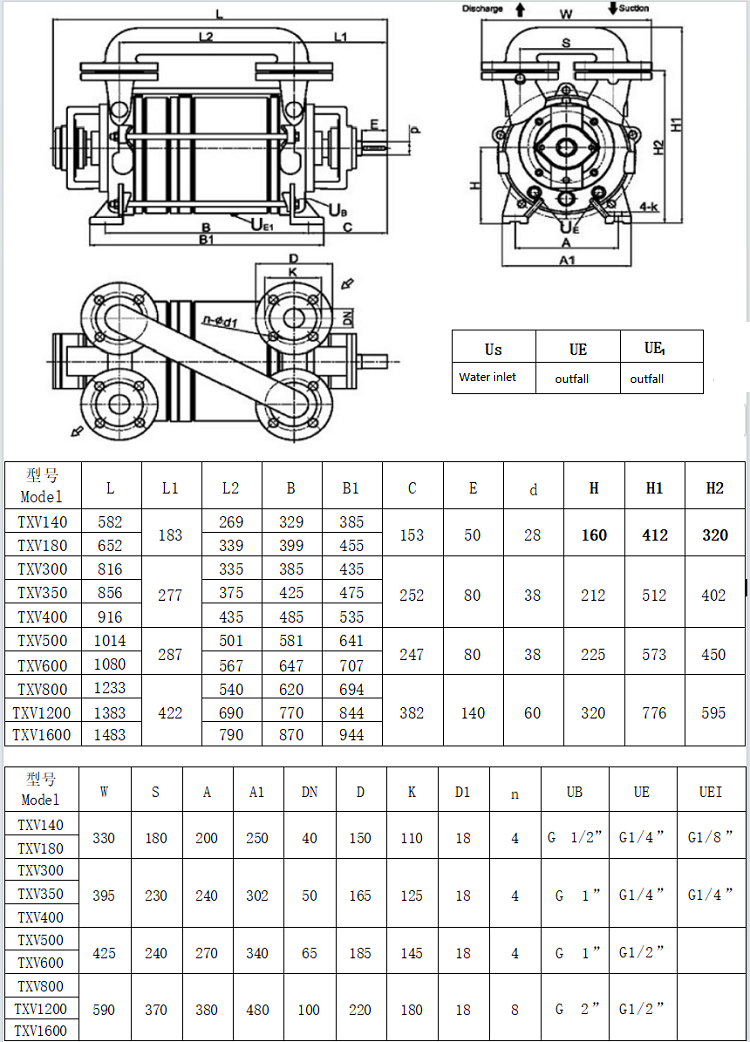
TXV series liquid ring vacuum pump diagram
TXV series liquid ring pump dimensions
· Efficiently supports material handling and transfer in industrial settings.
· Reduces energy use while ensuring consistent performance.
· Reliable for chemical and pharmaceutical applications.
· Leak-free and precise control for purity assurance.
· Delivers contamination-free vacuum for wafer fabrication and chip production.
· Designed for the precision and cleanliness required in advanced electronics.
· Vacuum systems for panel coating and assembly.
· Supports sustainable and efficient solar panel production.
· Essential for forming and bonding in composite material manufacturing.
· Ensures uniformity and strength in products.
· Suitable for ultra-low temperature processes.
· Handles liquid carryover and ensures reliable operation in extreme conditions.
· Enables manufacturing of high-efficiency thermal insulation products.
· Ideal for green building and refrigeration applications.
· Vacuum systems for wind tunnels, material testing, and component manufacturing.
· Built for precision and reliability under extreme conditions.
· Assists in vacuum forming, assembly, and emissions testing.
· Designed for high throughput and efficiency.
· Provides clean and reliable vacuum for PCB manufacturing and coating processes.
· Reduces defects and enhances product quality.
· Supports vapor recovery, gas separation, and degassing applications.
· Built to withstand harsh environments and aggressive fluids.
· Removes dissolved gases in liquids for food, beverage, and industrial processes.
· Ensures consistent product quality.
· Vacuum solutions for degassing and forming in plastic extrusion.
· Enhances material consistency and product quality.
· Provides consistent vacuum hold-down for CNC routing processes.
· Improves precision and material handling.
· Reliable vacuum solutions for hold-down, lamination, and drying applications.
· Designed to enhance productivity and reduce waste.
· Versatility Across Industries: Adapts to various industrial requirements with tailored solutions.
· Energy Efficiency: Optimized for reduced operational costs and sustainability.
· Durability: Built for long-term operation in demanding environments.
· Precision: Delivers reliable and consistent performance for advanced applications.
Liquid Ring Vacuum Pumps – Reliable and Efficient Solutions Across Industries
Highlight the adaptability of liquid ring vacuum pumps in various industries with examples of real-world applications, including semiconductor manufacturing, automotive production, and cryogenic systems. Icons and labels can emphasize energy efficiency, precision, and durability.
Tags :









Tel : +86-15880223078
WhatsApp : +86-13959235484
Email : vacuum@xiamenbest.com
Address : No. 19, Dongan Qianzhanli, Jimei District, Xiamen city china
































