


power :
22KWType :
TXV 600Pumping speed :
1450rpmUltimate vacuum :
33hpaProduct Advantages
These pumps are manufactured with fewer parts than would normally be required. Fewer parts increase the rigidity and toughness of the pump, they are easier to assemble and very convenient to maintain.
Wider suction pressure range, compared with the suction pressure of other two-stage pumps of 50mbar-150mbarA. The TXV series can work between 25mbar and 1013mbar; Lower energy consumption, saving 15%-20% energy than traditional products.
The shaft length is greatly reduced, thereby eliminating the potential hazards to mechanical seals from shaft deflection and vibration, which can increase seal and bearing wear.
All pumps are applied in compliance with Uniform mechanical seal according to DIN 24960 standard. Constructions of double mechanical seals (tandem or back-to-back) or container mechanical seals are also available upon request.
A variety of specifications to meet various process needs.
Materials are optional, so that the pump can work in various harsh environments, such as carbon steel, stainless steel, duplex steel, titanium and other materials are optional. In addition to standard materials, the pump also offers special materials such as Ni-Resist D2B, HastelloyB or CUranus B6 to meet demanding application environments.
The scope of supply of the pump can be a variety of choices, such as: pump heads; The whole pump comprises a suction communication pipe, a steam-water separator and a liquid pipe fitting; The vacuum pump unit comprises a motor and a base; Complete set of units, including all auxiliary equipment required by the closed-loop system; Two-stage or multi-stage vacuum systems with flow rates up to 3500 m3/h and inlet pressures below vacuum degrees up to 33 mbar (absolute pressure)
Single and double end mechanical seals, multiple flushing solutions.
Precision castings, high standard accessories, imported bearings, energy saving, quality.
Areas of application
TXV series is especially suitable for vacuum drying, evaporation, distillation, concentration, filtration, dehydration and degassing processes in various industries such as food, chemical, pharmaceutical, electric power, paper, textile, metallurgy, etc.
Performance parameters of TXV series liquid ring pump
|
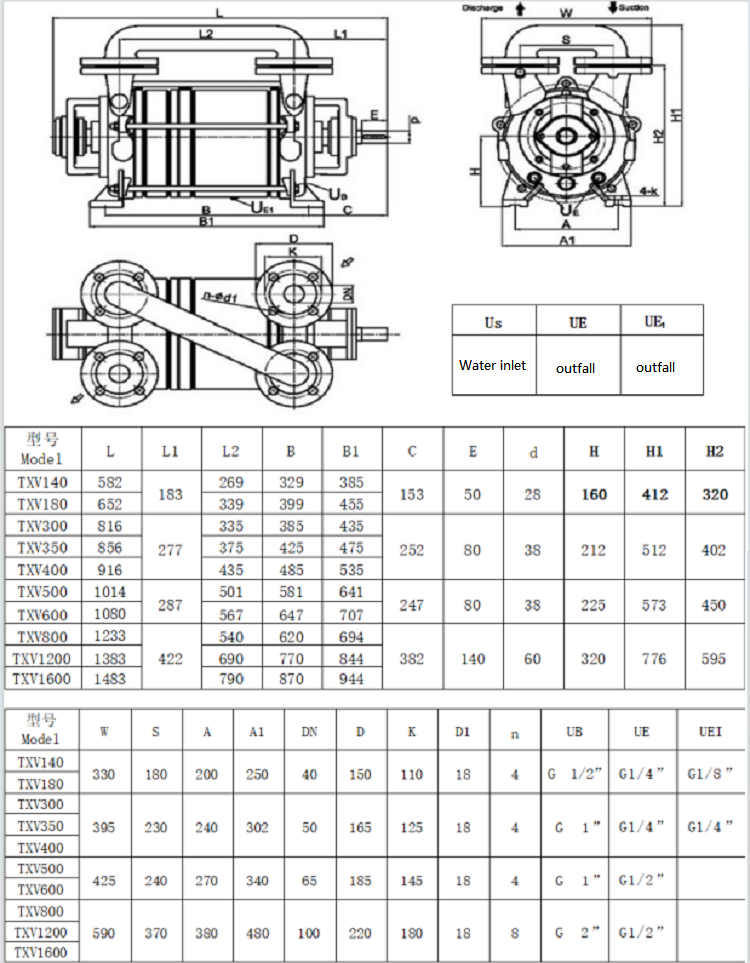
Overall dimensions of TXV series liquid ring pump
Two-Stage Liquid Ring Vacuum Pumps – Advanced Solutions for Industrial Applications
Two-stage liquid ring vacuum pumps provide enhanced vacuum capabilities and energy-efficient solutions for industrial applications. Designed for reliable performance, these pumps are ideal for handling demanding tasks such as vapor recovery, gas separation, and moisture control across various industries.
·
Key Features:
·
o High-vacuum performance: Achieves deeper vacuum levels than single-stage pumps.
o Energy efficiency: Reduces power consumption for cost-effective operation.
o Durable construction: Ensures long-term reliability in demanding environments.
o Low maintenance: Simplifies operation and minimizes downtime.
o Wide application range: Suitable for chemical, power, and environmental industries.
Applications:
o Chemical processing: Efficient for vapor recovery and gas handling.
o Power generation: Vacuum solutions for turbines and condensers.
o Environmental systems: Effective in wastewater and vapor treatment.
o Food and beverage: Hygienic vacuum systems for production lines.
o General industrial use: Reliable for drying, forming, and coating tasks.
Advantages Over Single-Stage Pumps:
o Greater vacuum depth for specialized applications.
o Higher efficiency for demanding processes.
o Versatile design for compatibility with complex systems.
The image should depict the pump in a professional industrial setting, such as a chemical plant or power station, with icons or labels highlighting its two-stage operation, high efficiency, and robust construction.
Tags :









Tel : +86-15880223078
WhatsApp : +86-13959235484
Email : vacuum@xiamenbest.com
Address : No. 19, Dongan Qianzhanli, Jimei District, Xiamen city china
































