
Type :
HP4/HP5/HP6/HP7/HP8/HP9
product description
High-pressure compression that is suitable for more stringent applications
The HP-9 compressor series offers a large capacity, rugged construction and is designed to meet API 681 standards. The liquid ring technology enables HP-9 to operate at lower operating temperatures without an intercooler and rear condenser. When water is incompatible with the process gas, instead of sealing fluid may be used. In more demanding oil and gas applications, the HP-9 compressor is capable of removing sulfur gas (H2S) from the gas flow.
These robust and reliable compressors are mainly found in oil refineries and chemical plants, and can handle highly toxic and corrosive gases in applications such as flare gas and vinyl chloride monomer (VCM) recovery. Our liquid loop compressors (including HP-9 compressors) are known for their extremely low maintenance requirements, with minimal maintenance. These single-stage double-move liquid ring compressors can handle excess residues while reducing process problems and thus extending uptime.
technical parameter
|
Basic specification HP-9 (single-stage compressor) |
|
|
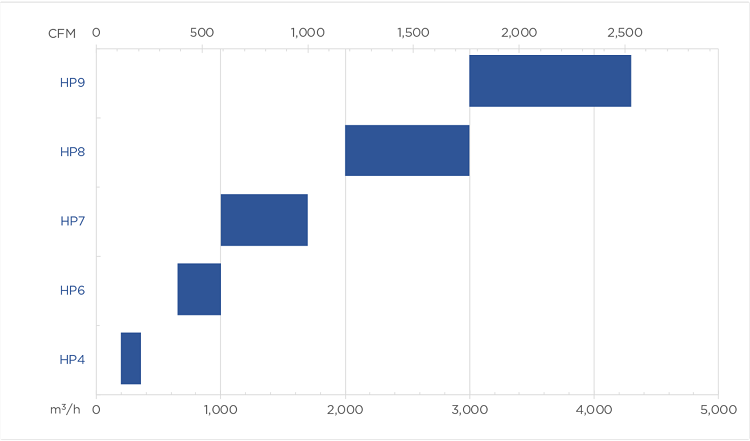
inlet capacity |
3,000 to 4,300 m³/ 、1,800 to 2,500 CFM |
|
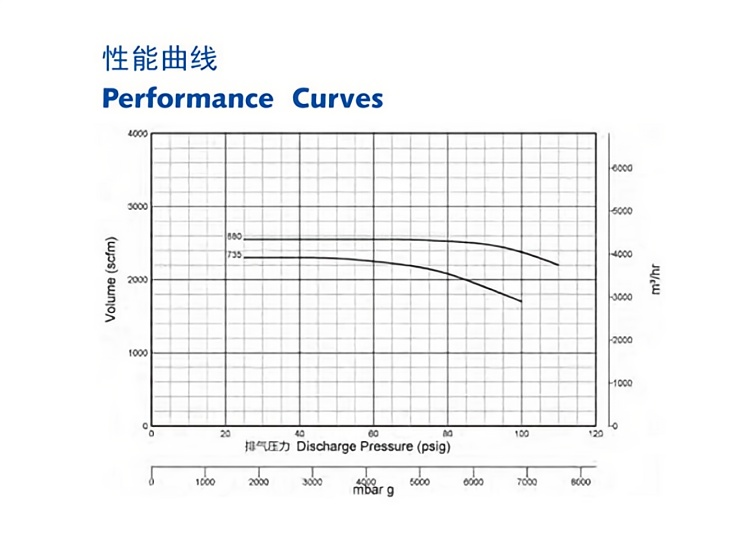
discharge pressure |
8bar absolute pressure, 100 lb / q |
|
mechanical seal |
Single cylinder, double cylinder |
|
construction material |
Stainless steel; other materials are available |
l Inhalation Flow: 120 to 2,500 ACFM (200 to 4,300 m3 / h)
l Exust pressure range: to 100 psia (to 8 bar abs.)
l Differential pressure: to 100 psi (to 7 bar)
l Shaft seal: Mechanical seal (single end / double end)
l Structural material: stainless steel
Widely used in:
• Hydrogen sulfide removal
• Dry and wet chlorine compression
• Hydrogen compression
• Oil and gas recovery
• VCM recovery
• Flare gas recovery
• Ethylene glycol recovery
• Biogas production and other applications
904 Large Capacity Liquid Ring Vacuum Pump – High-Performance Industrial Vacuum Solutions
The 904 liquid ring vacuum pump is a trusted solution for large-scale industrial processes requiring high suction volumes and reliable performance. Its energy-efficient design ensures operational cost savings, while its durable construction makes it suitable for demanding applications.
Applications:
o Chemical Industry: Gas recovery, vapor handling, and moisture removal.
o Power Generation: Vacuum systems for turbines and condensers.
o Environmental Solutions: Effective for wastewater treatment and vapor management.
o Pulp and Paper: Ideal for moisture control and vacuum-assisted drying.
o General Industrial Use: Reliable for forming, drying, and coating processes.
Advantages:
o Handles high-capacity vacuum requirements with efficiency.
o Energy-efficient design for cost-effective operations.
o Durable construction ensures long-lasting reliability.
o Low maintenance requirements for uninterrupted performance.
The image should showcase the pump in a professional industrial setup, such as a chemical plant, power station, or wastewater treatment facility. Use icons or annotations to highlight its large capacity, energy efficiency, and moisture handling capabilities.
Encourage users to explore the 904 series liquid ring vacuum pumps, request a quote, or contact for detailed specifications to learn how this solution can optimize their industrial processes.
Tags :

Tel : +86-15880223078
WhatsApp : +86-13959235484
Email : vacuum@xiamenbest.com
Address : No. 19, Dongan Qianzhanli, Jimei District, Xiamen city china
































