The Shimadzu Option Parts SHAFT ASSY 1303LM provides original-part repair for TMP-1303 and TMP-1503 series molecular pumps. This OEM shaft assembly ensures exact fit, reliable performance, and easy maintenance for Shimadzu vacuum systems.
G Rotor Coating provides OEM-grade restoration for Shimadzu TMP-1303MTG series molecular pumps. Compatible with TMP-1303 and TMP-1503 series, it delivers improved wear resistance and extended rotor life, ensuring stable vacuum performance and reliability.
The Shimadzu DC Motor Stator 35000 1003 is an original spare part for TMP-803 to TMP-1003 series molecular pumps, ensuring reliable motor performance and long service life. This option part supports professional repair and maintenance, helping preserve pump efficiency and vacuum stability in demanding applications.
Original Shimadzu Axial Sensor Target 1003, repair part for TMP-803–1503 series molecular pumps. Maintains accurate sensor alignment and reliable pump performance, ideal for maintenance and replacement in Shimadzu vacuum systems.
The Shimadzu Axial Sensor Unit Assy 1003 is an original OEM part for TMP-803 and 1503 series molecular pumps. Designed for repair and maintenance, it ensures accurate sensor readings and dependable pump performance in vacuum systems.
The Shimadzu Axial Rotor Disk 1003 option part provides original repair-grade rotor components for TMP-803 and 1503 series molecular pumps. This precise rotor disk ensures alignment accuracy, compatibility, and reliable operation in high-vacuum systems for research, semiconductor, and coating applications.
The Shimadzu Shaft Assy 1003LM is an original Shimadzu replacement part for TMP-803 and 1003 series molecular pumps. Precision-machined shaft assembly designed to restore performance, reliability, and long service life in high-vacuum applications.
The Shimadzu Radial Unit (2) Assy 1003 is an original OEM repair part for TMP-803 and TMP-1503 series turbomolecular pumps, featuring Radial Magnet Bearing 2 and Radial Sensor 2 assemblies. This replacement unit ensures precise rotor alignment and reliable sensor feedback for stable vacuum performance in scientific and industrial applications.
Shimadzu Axial MB(2) Assembly 1003 is an original option part for repairing TMP-803 through TMP-1503 series molecular pumps. These OEM replacement parts ensure precise axial magnet bearing alignment and durable performance, supporting reliable maintenance and long service life of Shimadzu turbomolecular pumps.
Shimadzu Option Parts Axial MB(1) Assembly for TMP-803 and 1503 Series Molecular Pumps. Original Shimadzu parts designed for reliable repair and maintenance, ensuring proper bearing performance and long service life in high-vacuum applications.
The Shimadzu Radial Sensor Unit 1 Assy provides original parts repair for TMP-803 and 1503 Series molecular pumps, ensuring accurate pressure sensing and stable pump performance. Ideal for maintenance, OEM replacement, and repair projects.
The Shimadzu Radial Magnet Bearing (MB) Assembly (1) 1003 is an original parts repair for TMP-803 through TMP-1503 series molecular pumps. Designed for precise rotor support and reliable operation, it ensures optimum performance and longevity in vacuum pump systems.
Shimadzu Axial MB2 Assembly V2304 is an option part for TMP-V2304 series molecular pumps. This axial electromagnet assembly serves as a replacement part, ensuring OEM-compatible fit, reliable operation, and easy installation for Shimadzu vacuum systems.
The Shimadzu AXIAL SENSOR UNIT ASSY V2304 is an original part for TMP-V2304 series molecular pumps. This option part provides an axial sensor assembly for precise measurement and reliable operation, compatible with TMP-V1804 through TMP-V2304 series. Ideal for maintenance and repair of high-vacuum systems in research, semiconductor, and coating industries.
The Shimadzu Axial MB 1 Assembly is an original OEM option part for TMP-V2304 series molecular pumps. Compatible with TMP-V1804 to V2304 series, this axial magnet bearing assembly provides reliable repair parts and long-term performance for high-vacuum systems in research, semiconductor, and coating applications.
The ROTOR DISK V2304 is an original Shimadzu option part for repair and maintenance of TMP-V1804 through TMP-V2304 series molecular pumps. Compatible with TMP-V2304 series, it ensures OEM quality and reliable performance for vacuum systems.
Shimadzu Option Parts AXIAL SENSOR TARGET V2304 is an original rotor-style component for TMP-V2304 series molecular pumps. This replacement part covers TMP-V1804 through V2304 series, delivering precise alignment, stable operation, and reliable pump performance in high-vacuum systems.
Original Shimadzu parts for repair of TMP-V1804 to TMP-V2304 series molecular pumps. The V2304LM shaft assembly is precision-engineered for reliable shaft alignment and long service life, ensuring optimal performance in vacuum systems.
An option part for Shimadzu TMP-V2304 series molecular pumps, the Radial Unit (2) Assembly combines a radial electromagnet and sensor pair for precise control and monitoring. This non-standard spare part helps maintain pump performance and reliability, with straightforward installation for laboratories and industrial vacuum systems.
The Shimadzu Radial MB(1) Assy Option Part for TMP-V2304 series molecular pumps provides a precise magnetic assembly replacement designed for OEM compatibility and stable pump performance. Ideal for maintenance and servicing of Shimadzu TMP-V2304 vacuum systems.
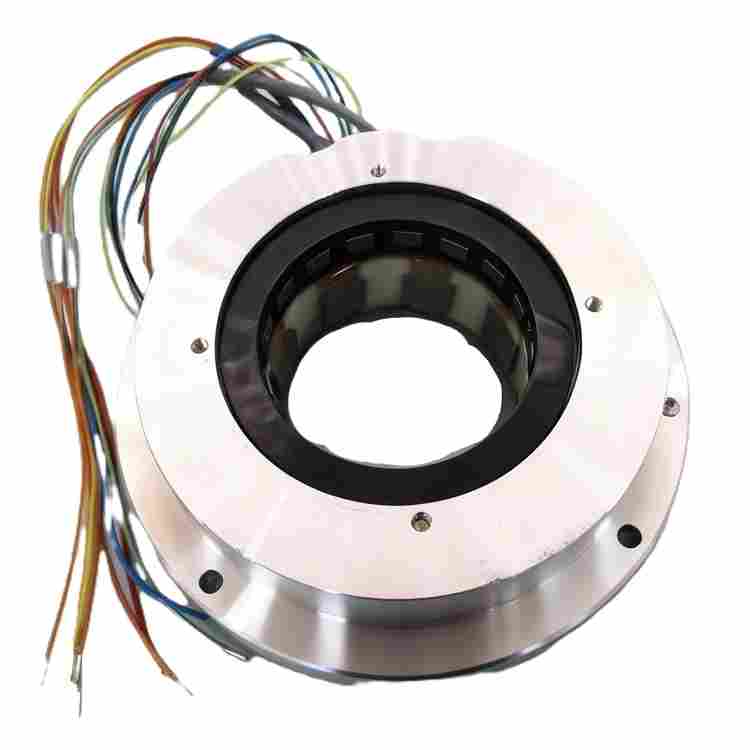
The Shimadzu RADIAL UNIT 1 ASSEMBLY includes Radial Magnet Bearing, Radial Sensor, and Motor Stator for TMP-V2304 series. Original parts repair kit for TMP-V1804–V2304 series, offering reliable replacement components to maintain pump performance and rotor stability.
The Shimadzu Option Parts SHAFT ASSY 1303LM provides original-part repair for TMP-1303 and TMP-1503 series molecular pumps. This OEM shaft assembly ensures exact fit, reliable performance, and easy maintenance for Shimadzu vacuum systems.
G Rotor Coating provides OEM-grade restoration for Shimadzu TMP-1303MTG series molecular pumps. Compatible with TMP-1303 and TMP-1503 series, it delivers improved wear resistance and extended rotor life, ensuring stable vacuum performance and reliability.
The Shimadzu DC Motor Stator 35000 1003 is an original spare part for TMP-803 to TMP-1003 series molecular pumps, ensuring reliable motor performance and long service life. This option part supports professional repair and maintenance, helping preserve pump efficiency and vacuum stability in demanding applications.
Original Shimadzu Axial Sensor Target 1003, repair part for TMP-803–1503 series molecular pumps. Maintains accurate sensor alignment and reliable pump performance, ideal for maintenance and replacement in Shimadzu vacuum systems.
The Shimadzu Axial Sensor Unit Assy 1003 is an original OEM part for TMP-803 and 1503 series molecular pumps. Designed for repair and maintenance, it ensures accurate sensor readings and dependable pump performance in vacuum systems.
The Shimadzu Axial Rotor Disk 1003 option part provides original repair-grade rotor components for TMP-803 and 1503 series molecular pumps. This precise rotor disk ensures alignment accuracy, compatibility, and reliable operation in high-vacuum systems for research, semiconductor, and coating applications.
The Shimadzu Shaft Assy 1003LM is an original Shimadzu replacement part for TMP-803 and 1003 series molecular pumps. Precision-machined shaft assembly designed to restore performance, reliability, and long service life in high-vacuum applications.
The Shimadzu Radial Unit (2) Assy 1003 is an original OEM repair part for TMP-803 and TMP-1503 series turbomolecular pumps, featuring Radial Magnet Bearing 2 and Radial Sensor 2 assemblies. This replacement unit ensures precise rotor alignment and reliable sensor feedback for stable vacuum performance in scientific and industrial applications.
Shimadzu Axial MB(2) Assembly 1003 is an original option part for repairing TMP-803 through TMP-1503 series molecular pumps. These OEM replacement parts ensure precise axial magnet bearing alignment and durable performance, supporting reliable maintenance and long service life of Shimadzu turbomolecular pumps.
Shimadzu Option Parts Axial MB(1) Assembly for TMP-803 and 1503 Series Molecular Pumps. Original Shimadzu parts designed for reliable repair and maintenance, ensuring proper bearing performance and long service life in high-vacuum applications.
The Shimadzu Radial Sensor Unit 1 Assy provides original parts repair for TMP-803 and 1503 Series molecular pumps, ensuring accurate pressure sensing and stable pump performance. Ideal for maintenance, OEM replacement, and repair projects.
The Shimadzu Radial Magnet Bearing (MB) Assembly (1) 1003 is an original parts repair for TMP-803 through TMP-1503 series molecular pumps. Designed for precise rotor support and reliable operation, it ensures optimum performance and longevity in vacuum pump systems.
Shimadzu Axial MB2 Assembly V2304 is an option part for TMP-V2304 series molecular pumps. This axial electromagnet assembly serves as a replacement part, ensuring OEM-compatible fit, reliable operation, and easy installation for Shimadzu vacuum systems.
The Shimadzu AXIAL SENSOR UNIT ASSY V2304 is an original part for TMP-V2304 series molecular pumps. This option part provides an axial sensor assembly for precise measurement and reliable operation, compatible with TMP-V1804 through TMP-V2304 series. Ideal for maintenance and repair of high-vacuum systems in research, semiconductor, and coating industries.
The Shimadzu Axial MB 1 Assembly is an original OEM option part for TMP-V2304 series molecular pumps. Compatible with TMP-V1804 to V2304 series, this axial magnet bearing assembly provides reliable repair parts and long-term performance for high-vacuum systems in research, semiconductor, and coating applications.
The ROTOR DISK V2304 is an original Shimadzu option part for repair and maintenance of TMP-V1804 through TMP-V2304 series molecular pumps. Compatible with TMP-V2304 series, it ensures OEM quality and reliable performance for vacuum systems.
Shimadzu Option Parts AXIAL SENSOR TARGET V2304 is an original rotor-style component for TMP-V2304 series molecular pumps. This replacement part covers TMP-V1804 through V2304 series, delivering precise alignment, stable operation, and reliable pump performance in high-vacuum systems.
Original Shimadzu parts for repair of TMP-V1804 to TMP-V2304 series molecular pumps. The V2304LM shaft assembly is precision-engineered for reliable shaft alignment and long service life, ensuring optimal performance in vacuum systems.
An option part for Shimadzu TMP-V2304 series molecular pumps, the Radial Unit (2) Assembly combines a radial electromagnet and sensor pair for precise control and monitoring. This non-standard spare part helps maintain pump performance and reliability, with straightforward installation for laboratories and industrial vacuum systems.
The Shimadzu Radial MB(1) Assy Option Part for TMP-V2304 series molecular pumps provides a precise magnetic assembly replacement designed for OEM compatibility and stable pump performance. Ideal for maintenance and servicing of Shimadzu TMP-V2304 vacuum systems.
The Shimadzu RADIAL UNIT 1 ASSEMBLY includes Radial Magnet Bearing, Radial Sensor, and Motor Stator for TMP-V2304 series. Original parts repair kit for TMP-V1804–V2304 series, offering reliable replacement components to maintain pump performance and rotor stability.