


Type :
2BV5-161Motor power :
15KWProduct weight :
320Product Introduction:
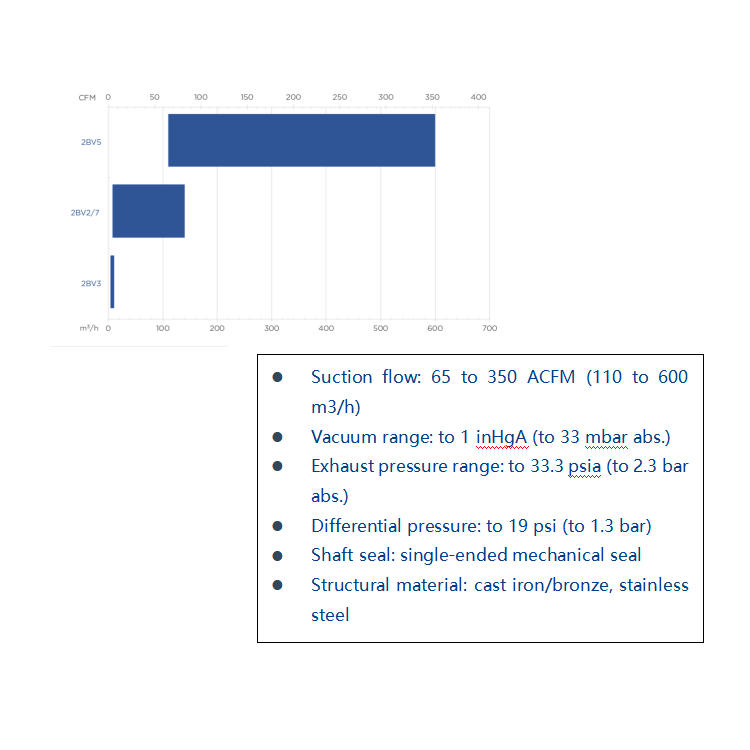
The 2BV5 series of liquid ring vacuum pumps combines innovation and economy, featuring high vacuum capacity, additional water treatment capacity, and a compact structure. Its gas flow rate ranges from 65 to 350 ACFM (110 to 600 m³/h). It is constructed with a simple structure and high-quality materials. The compression chamber is corrosion-free, with a stainless steel body, shaft, and disc, which are highly resistant to corrosion and corrosive media. Even if it remains stationary for a long time, it can ensure the free rotation of the rotor. Equipped with a versatile motor, it is applicable to a wide variety of voltages around the world, with an IP55 enclosure rating and complies with international standards such as UL and CSA. It can be used for sucking gas and steam, and the suction pressure can reach 33 mbar (absolute pressure, that is, 97% vacuum). When used as a compressor, the maximum pressure can reach 0.26 MPa (absolute pressure). It will replace the SK, 2SK series of liquid ring vacuum pumps and the W, WY, WL series of reciprocating vacuum pumps, etc.

Application Areas:
· Pulp and Paper Industry: Black liquor evaporation, vacuum dewatering machines, raw material and white water degassing systems, water suction tanks, sofa rollers, absorption shift rollers, and transmission rollers, windbreak boxes.
· Chemical Industry: Methane gas recovery, petroleum recovery, gas collection, exhaust gas compression, steam collection, filtration deceleration, polyester production, PVC production.
· Power Plants: Condenser exhaust, water tank filling, flue gas desulfurization, fly ash transportation, geothermal gas removal, transformer vacuum pressure impregnation.
· Sugar Industry: Sewage filtration, CO₂ production, etc.
|
Technical parameters
|
Product Features:
· Compact and lightweight integrated design of the pump and motor.
· Excellent corrosion resistance.
· Low operating noise.
· No base plates, couplings, or guards that would increase installation costs, complexity, and overall size are required.
· Complies with ATEX 94/9 EC.
· Inventory is available at most distribution centers and major manufacturing locations.
· Direct coupling design, easy installation, and space-saving.
· When the cavitation protection port of the pump is open (or connected to the separator), it can ensure maximum suction, eliminate cavitation noise, and protect the pump.
· The aluminum bronze impeller is used throughout the 2BV series, which has high strength and improves its corrosion resistance and durability. If the liquid flow parts are made of stainless steel, the pump can operate under harsher conditions.
Two-Stage Liquid Ring Vacuum Pumps – Reliable Workhorses for Industrial Applications
NASH two-stage liquid ring vacuum pumps are engineered to handle the nonstop demands of harsh industrial environments. Known as tireless workhorses, these pumps exceed industry standards in reliability and performance, making them the go-to choice for challenging industrial applications.
Key Features:
o Unmatched reliability: Designed to operate continuously in demanding environments.
o Rugged construction: Built better than industry standards for durability.
o High-performance operation: Ensures consistent vacuum levels in harsh conditions.
o Energy-efficient design: Optimized for cost-effective and sustainable processes.
o Low maintenance requirements: Reduces downtime and operational costs.
Applications:
o Chemical processing: Handles vapor recovery, gas separation, and moisture removal.
o Power generation: Vacuum solutions for turbines, condensers, and energy systems.
o Environmental applications: Gas handling and wastewater treatment.
o Food and beverage: Clean and hygienic vacuum systems for demanding processes.
o General industrial use: Reliable for drying, coating, and forming operations.
Advantages of NASH Two-Stage Pumps:
o Proven reliability for nonstop operation.
o Designed to meet and exceed industry standards.
o Built for the harshest environments and rigorous applications.
The image should showcase the pump in action within industrial facilities, such as chemical plants or power stations, with clear labels highlighting its robust construction, continuous operation capabilities, and efficiency.
Tags :









Tel : +86-15880223078
WhatsApp : +86-13959235484
Email : vacuum@xiamenbest.com
Address : No. 19, Dongan Qianzhanli, Jimei District, Xiamen city china
































