
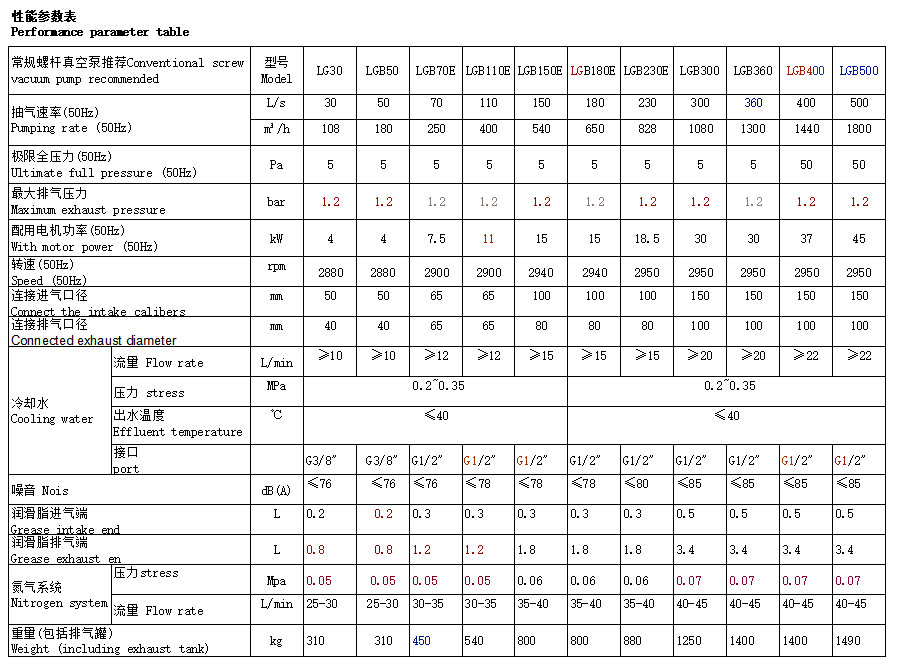
LGB70 dry screw vacuum pump with variable pitch technology, providing oil-free and high-efficiency vacuum support for chemical, pharmaceutical, electronics, food processing, and environmental industries.
· Provides stable vacuum levels for clean metal bonding.
· Ensures high structural integrity of components.
· Operates oil-free to prevent contamination.
· Handles high temperatures in industrial furnaces.
1. Maintain ultra-clean environments for PVD and CVD processes.
2. Ensure uniform thickness and adhesion of thin films.
3. Reduce operational costs with minimal maintenance.
4. Operate efficiently in high-demand production environments.
· Achieve high vacuum levels for precise temperature control.
· Minimize impurities during metal melting processes.
· Ensure consistent results in metallurgical applications.
· Support high-capacity operations with robust performance.
1. Creates consistent vacuum levels for deep resin penetration.
2. Improves insulation quality in electrical components.
3. Reduces production downtime with efficient operation.
4. Extends the lifespan of transformers and capacitors.
· Efficiently handle water vapor for uniform drying.
· Preserve texture and nutritional value of vegetables.
· Operate without contamination, ensuring food safety.
· Reduce processing time with consistent vacuum performance.
1. Create stable vacuum conditions for efficient recovery.
2. Minimize environmental impact with eco-friendly design.
3. Reduce maintenance needs with corrosion-resistant coatings.
4. Extend equipment lifespan in harsh chemical environments.
· Precise vacuum control for even moisture removal.
· Ensure product stability and extended shelf life.
· Operate efficiently in sterile environments.
· Meet strict pharmaceutical industry standards.
1. Provide contamination-free vacuum conditions.
2. Ensure consistent coating thickness and durability.
3. Operate reliably in continuous production cycles.
4. Reduce operational downtime with robust performance.
· Capture and process volatile organic compounds effectively.
· Comply with stringent environmental regulations.
· Operate oil-free to minimize contamination risks.
· Reduce operational costs with low-maintenance designs.
· Maintain precise vacuum levels for cold storage.
· Ensure contamination-free drying processes.
· Extend shelf life and preserve food quality.
· Operate efficiently in high-capacity production facilities.
How do High Vacuum Screw Pumps enhance General Vacuum Applications?
High vacuum screw pumps, such as the GB series, offer oil-free operation and excellent vacuum performance. Their ability to manage condensable gases and dust makes them versatile for general vacuum applications across industries.
What makes Variable Pitch Vacuum Pumps suitable for Laboratory Gas Handling?
Variable pitch vacuum pumps provide precise vacuum control and efficient operation in laboratory settings. The GB series pumps handle gases with moisture and fine particles, ensuring reliable performance for biochemistry applications.
Why are Dry Screw Vacuum Pumps essential for VOC Emissions Control?
Dry screw vacuum pumps effectively capture volatile organic compounds (VOCs) without emitting oil or contaminants. The GB series pumps offer eco-friendly solutions for environmental protection applications.
How do Screw Vacuum Pumps support Fermentation Tank Degassing?
Screw vacuum pumps ensure consistent vacuum levels for degassing in fermentation tanks. The GB series pumps’ ability to handle gases with moisture and dust makes them ideal for food fermentation processes.
What are the benefits of Dry Screw Pumps in Refinery Vacuum Systems?
Dry screw pumps are essential for refinery vacuum systems, offering oil-free operation and efficient handling of condensable gases. The GB series pumps improve reliability and reduce maintenance in harsh refinery conditions.
Tel : +86-15880223078
WhatsApp : +86-13959235484
Email : vacuum@xiamenbest.com
Address : No. 19, Dongan Qianzhanli, Jimei District, Xiamen city china
































